





Solvent Recovery Machine
Home
/Solvent Recovery Machine
/


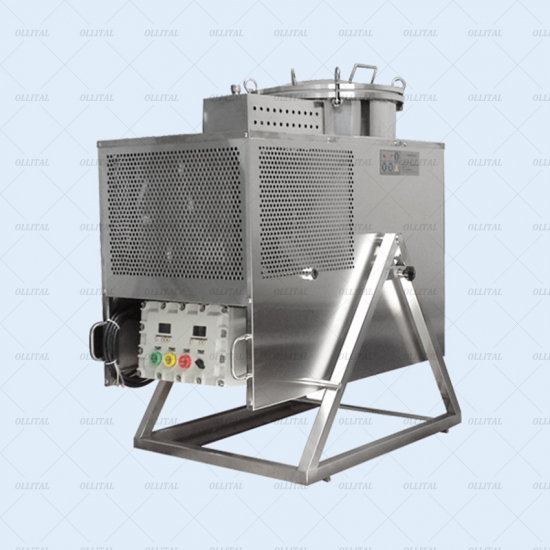
High quality 1.5L scale lab spray dryer equipment

Lab scale spray dryer is suitable for the production of in universities, research institutes and food and pharmaceutical chemical enterprises.











As the printing industry continues to evolve toward higher quality, greater efficiency, and environmental sustainability, the consumption of organic s

A closer look at how heating methods influence equipment design, installation requirements, and drying performance When reviewing spray dryer quotatio
A spray drying application case involving high-viscosity natural ingredients demonstrates that, through proper formulation adjustments and advanced dr

A journey from production challenges to process improvement with dual separation spray drying technology When people enjoy a cup of instant coffee, fe



Lead Time:
7-15 daysProduct Orgin:
ChinaShipping Port:
XiamenModel Number:
OLT-JT-35Compliance:
CE CertifiedOperation method:
AutomaticCapacity:
20LPower:
AC 220±22V 50Hz 35AWarranty:
1 Year
Genuine Explosion-Proof Design: The entire electrical system—including the control panel, heating elements, sensors, and motor—is enclosed in flameproof or increased-safety (Ex e / Ex d) housings. The unit is certified to ATEX/IECEx standards for use in Zone 1/21 and Zone 2/22 hazardous areas.
High-Purity Solvent Recovery: Advanced distillation and fractional condensation technology recovers up to 95% of usable solvent from waste streams, reducing new solvent purchases by up to 80%.
Versatile Solvent Compatibility: Process a wide range of organic solvents, including alcohols (methanol, ethanol, IPA, butanol), aromatic hydrocarbons (toluene, xylene), ketones (acetone, MEK), esters (ethyl acetate, butyl acetate), ethers, and aliphatic hydrocarbons.
Robust & Corrosion-Resistant Construction: The distillation tank and all wetted parts are manufactured from high-grade 316L stainless steel, ensuring compatibility with aggressive solvents and providing a long service life.
Intelligent PID Control with Data Logging: A programmable thermostat allows operators to set precise distillation temperatures for different solvents. The system can store 10–20 temperature profiles. An optional touchscreen provides real-time temperature trending and USB data export for quality assurance.
Remote Monitoring & Alerts (Optional): An IoT-enabled option allows remote monitoring of distillation cycles via a smartphone app or web portal, with alerts for cycle completion, low cooling water, or system faults.
Automatic Safety Shutdown: The system automatically shuts down upon cycle completion, preventing overheating. Integrated safety features include high-temperature cutoffs, a pressure relief valve, and a cooling water flow switch.
Energy Efficient & Low Operating Cost: The unit uses a highly energy-efficient heating method and a well-insulated distillation tank. The use of water-cooled condensation can reduce energy consumption by 40% compared to air-cooled units, significantly lowering operating costs.

Why use solvent recovery equipment?
Initial investment vs. long-term savings
Initial investment: Investing in a solvent recovery system involves the cost of the equipment, installation, and initial training.
Long-term savings: Businesses typically see a reduction in solvent purchasing costs by up to 50% and in waste disposal costs by up to 95%.
Payback Period: Most companies report a payback period of 6-18 months, after which the savings directly contribute to the bottom line.
Environmental Savings: Reducing solvent waste contributes to environmental protection and can enhance your company's green credentials, potentially attracting eco-conscious customers.

Why Choose Ollital?
Specialized Manufacturer: Ollital is a recognized leader in explosion-proof solvent recovery technology, with a focus on safety, efficiency, and global certification.
Genuine ATEX/IECEx Certification: Full compliance with international standards for hazardous area operation, ensuring operator safety and peace of mind.
Field-Proven Technology: Our machines are trusted by major automotive refinishing chains, printing companies, and pharmaceutical manufacturers worldwide.
Comprehensive Support: We offer turnkey installation, operator training, process optimization, and ongoing after-sales service.
Customization & Global Shipping: We tailor every system to your specific safety, volume, and application needs. We ship worldwide with express lead times.
Q: How safe is solvent recovery?
A: Solvent recovery systems are designed with safety in mind, adhering to stringent industry standards. They are equipped with Explosion-proof features, dual temperature control system, overpressure protection, overheat protection, shutdown protection, pneumatic motor, etc., are all designed to ensure the safe operation of the machine.
Q: what solvent does the machine can recycle?
A: It is mainly used to recover organic solvents such as toluene, ethyl acetate, ethanol, isopropanol (IPA), butanone (MEK), N,N-dimethylformamide (DMF), etc., and can be of particular interest to industries such as printing, spraying, automotive manufacturing, Mechanical manufacturing and inks and so on.
Q: Can small businesses benefit from solvent recovery?
A: Absolutely,by recycling waste solutions using our machines, first, it can save on waste disposal costs, and second obtain clean, recycled solvents for continued reuse, which would also reduce the cost of purchase new solvent.
Q: Is training provided for operating the solvent recovery system?
A: Yes, our company provides free online video installation guidance and a printed instruction manual, which will make the installation process much easier. In addition, if needed, we can also arrange for technicians to provide on-site installation guidance.
Q: What is the maintenance requirement for a solvent recovery system?
A: Maintenance is relatively minimal, primarily involving regular checks and cleaning. Detailed maintenance guides are provided with each system.
Q: How does solvent recovery benefit the environment?
A: By recycling solvents, businesses significantly reduce hazardous waste and the carbon footprint associated with producing new solvents and disposing of old ones.
Ollital Technology would like to establish win-win business cooperation with distributors all over the world.
Professional Paint Thinner Recycler For Automotive Repair And 3d Printing Shops,Ensures High Purity Output
Solvent Recovery Machine Alcohol Thinner Toluene Ethanol Organic Solvent Gun Washing Water Explosion-proof Solvent Recovery - Buy Reagent Recovery Equipment recycling System Equipment







 online service
online service +86 15960821529
+86 15960821529 kevin@ollital.comkevinollital@gmail.com
kevin@ollital.comkevinollital@gmail.com +86 15960821529
+86 15960821529 +8615960821529
+8615960821529





