

High quality 1.5L scale lab spray dryer equipment

Lab scale spray dryer is suitable for the production of in universities, research institutes and food and pharmaceutical chemical enterprises.











In early November, we were pleased to welcome a Vietnamese customer delegation to our factory for an on-site visit and equipment evaluation. The clien

Recently, we successfully completed a custom injection molding project for an overseas customer, demonstrating our ability to transform a physica
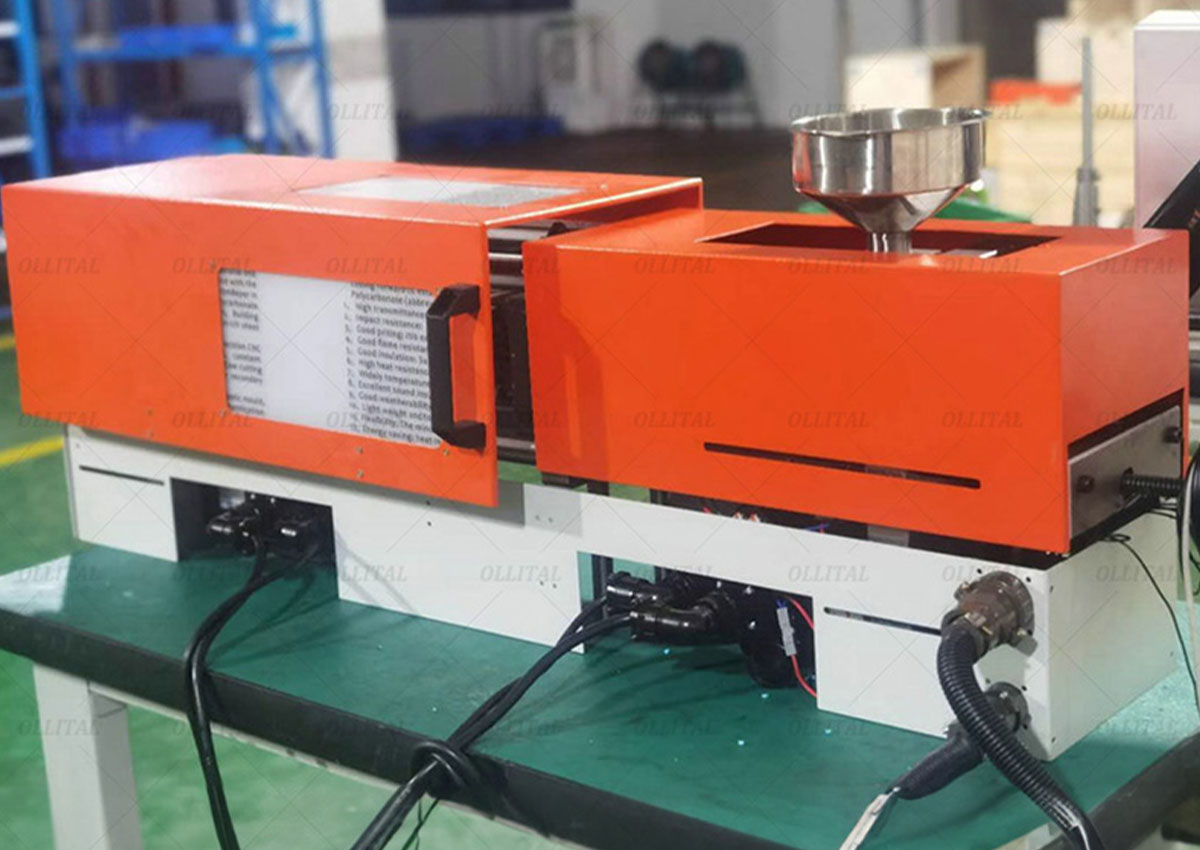
Injection molding machines are the backbone of modern plastic manufacturing, used to produce everything from medical components and packaging to autom

1.Hybrid Injection Molding Machines Hybrid injection molding machines combine hydraulic power with electric control systems, offering a balance betwee
Laboratory reactors are crucial core equipment in research and development fields such as chemistry, medicine, materials, and food. Its core purpose is to simulate and optimize chemical reactions or physical mixing processes in controlled, enclosed small-scale environments, providing reliable data and process foundations for industrial scaling up production.
Simply put, it is a 'micro factory' or 'chemical reaction simulator'.
---
Main purpose and detailed explanation of functions
·Synthesis of new substances: Conducting experiments on the synthesis of new compounds in the research and development of drugs, polymer materials, nanomaterials, specialty chemicals, and other fields.
·Process condition optimization: Systematically study the effects of key parameters such as temperature, pressure, time, stirring speed, material ratio, catalyst, etc. on reaction results (such as yield, purity, selectivity), and find the optimal process route.
·Reaction mechanism research: By controlling variables, gain a deeper understanding of how chemical reactions proceed step by step.
·Assess reaction hazard: Study exothermic reactions in a closed environment, measure heat release (heat flow rate), and evaluate potential thermal runaway risks.
·Test pressure limit: Determine the maximum pressure that can be generated by the reaction, providing a basis for the selection and safety design of production equipment.
·Research on gas release: safely conducting reactions involving hazardous gases such as hydrogen and carbon monoxide.
·Quickly and parallelly test the activity, selectivity, and lifespan of multiple catalysts to screen for the most suitable catalysts for industrial production.
·Mixing and Mass Transfer Research: Optimize the stirring form and speed to ensure uniform mixing of materials and improve mass transfer efficiency.
·Crystallization and precipitation processes: Study the control conditions for crystal growth, particle size, and morphology.
·High pressure/high temperature extraction: such as supercritical CO ₂ extraction of natural products.
·Used for producing high value-added products ranging from grams to kilograms, such as pharmaceutical intermediates, standards, special reagents, etc., to meet preliminary clinical trials or market testing needs.








 online service
online service +86 15960821529
+86 15960821529 kevin@ollital.comkevinollital@gmail.com
kevin@ollital.comkevinollital@gmail.com +86 15960821529
+86 15960821529 +8615960821529
+8615960821529





